
TÜRKEI-HÄNDLER:
Feedback abgeben
Trennpapier für Kunstleder: Typen, Funktionen und Auswahlhilfe
Was ist Trennpapier für Kunstleder ?
Trennpapier für Kunstleder ist ein speziell entwickeltes Trägersubstrat, das in den Direktbeschichtungs- und Transferbeschichtungsverfahren zur Herstellung von Kunstleder (PU-Leder, PVC-Leder und Mikrofaserleder) verwendet wird. Es dient als temporäre Trägeroberfläche, auf die Polyurethanharz oder andere Beschichtungsstoffe aufgetragen, getrocknet und dann auf einen Stoff- oder Vliesträger übertragen werden. Sobald die Laminierung abgeschlossen ist, wird das Trennpapier abgezogen und – je nach Qualität – entweder entsorgt oder für nachfolgende Produktionsläufe wiederverwendet.
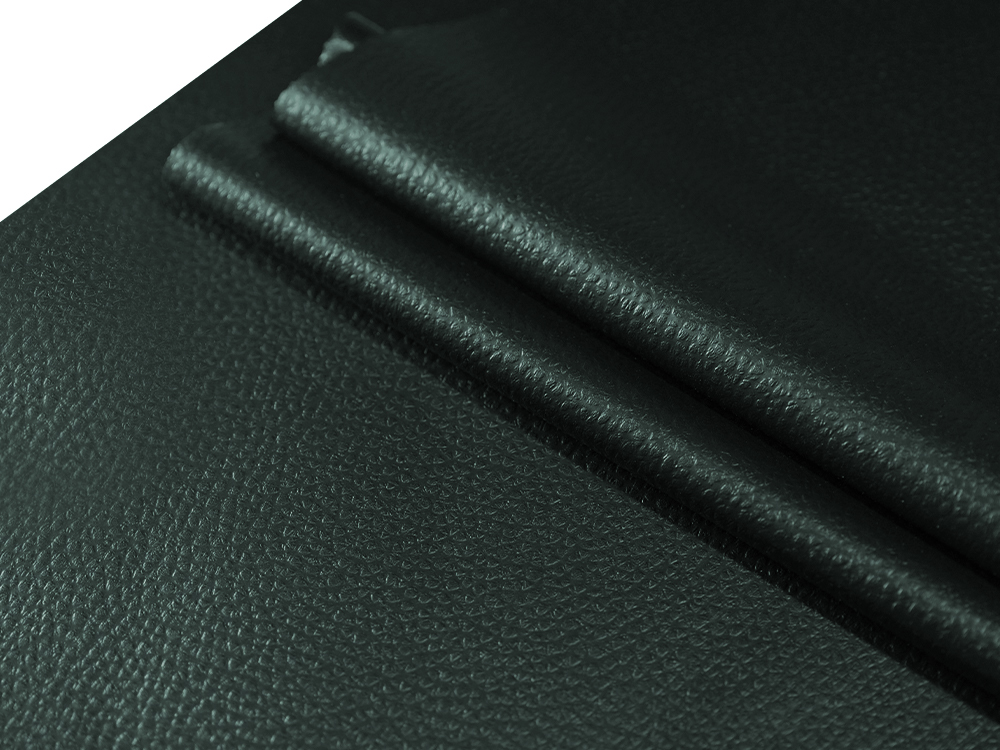
Die Oberfläche des Trennpapiers ist nicht nur antihaftbeschichtet, sie ist es auch Präzisionsgeprägt mit Texturmustern die beim Beschichtungsprozess dauerhaft auf die Oberfläche des fertigen Leders übertragen werden. Das bedeutet, dass das Narbenmuster, der Glanzgrad und die Haptik des endgültigen Kunstlederprodukts vollständig vom ausgewählten Trennpapier bestimmt werden. Ein glattes Trennpapier erzeugt eine hochglänzende Oberfläche; ein feinkörniges geprägtes Papier sorgt für eine natürliche Lederoptik; Ein tiefes Porenmuster imitiert vollnarbiges oder korrigiertes Rinderleder.
Über die Texturübertragung hinaus muss Trennpapier eine Reihe industrieller Anforderungen zuverlässig erfüllen: stabiles Dimensionsverhalten bei erhöhten Trockenofentemperaturen (typischerweise 120–160 °C), konstante Abziehkraft während des gesamten Laminierzyklus und chemische Kompatibilität mit lösungsmittelbasierten und wasserbasierten PU-Beschichtungssystemen.
Wie Trennpapier im Kunstlederprozess funktioniert
Um die funktionale Rolle von Trennpapier zu verstehen, ist ein kurzer Blick auf die beiden wichtigsten Herstellungsmethoden erforderlich, die es unterstützt:
Trockentransferbeschichtungsverfahren
Beim Trockentransfer läuft der Beschichtungsprozess umgekehrt ab: Das Harz wird in mehreren Schichten – typischerweise einer Oberflächenschicht, einer Schaumschicht und einer Klebeschicht – direkt auf die Trennpapieroberfläche aufgetragen und nacheinander in beheizten Öfen getrocknet. Anschließend wird der Gewebeträger auf die Klebeschicht gepresst, unter kontrolliertem Druck und Temperatur verklebt und nach dem Abkühlen das Trennpapier abgezogen. Die geprägte Textur der Trennpapieroberfläche wird originalgetreu auf der Deckschicht des Leders nachgebildet, mit einer Maßhaltigkeit im Bereich von ±2–5 Mikrometern für Premiumpapiere.
Nasskoagulationsmethode
Bei Nasskoagulationsprozessen – häufiger bei Mikrofaser-Basismaterialien – fungiert das Trennpapier während der Imprägnierungs- und Koagulationsbadphasen hauptsächlich als Dimensionsstabilisator und Oberflächentexturgeber. Bei dieser Anwendung sind die Anforderungen an die Temperatur- und Chemikalienbeständigkeit höher, da das Papier über einen längeren Zeitraum bei erhöhten Temperaturen DMF-Lösungsmittel (Dimethylformamid) oder Koagulationslösungen auf Wasserbasis ausgesetzt ist.
Bei beiden Methoden ist die Die Trennkraft (Schälfestigkeit zwischen dem Beschichtungsfilm und der Papieroberfläche) ist entscheidend . Eine zu hohe Trennkraft reißt oder verformt die fertige Lederoberfläche beim Abziehen; Ein zu niedriger Wert führt zu einer vorzeitigen Ablösung während des Beschichtungsprozesses, was zu Oberflächenfehlern führt. Hochwertige Trennpapiere sind so konzipiert, dass sie je nach Anwendungsanforderungen konstante Trennkräfte im Bereich von 0,05–0,3 N/cm liefern.
Haupttypen von Trennpapier für Kunstleder
Trennpapiere für Kunstleder werden grob nach Grundmaterialkonstruktion und Oberflächenbehandlung kategorisiert. Jeder Typ weist unterschiedliche Leistungseinbußen in Bezug auf Haltbarkeit, Texturauflösung und Kosten pro Durchlauf auf:
| Typ | Grundmaterial | Typische Wiederverwendungszyklen | Am besten für |
|---|---|---|---|
| Einweg-Kraftpapier | Gebleichte/ungebleichte Silikonbeschichtung aus Kraftzellstoff | 1–3 Läufe | Kostenempfindliches PVC-Leder, grundlegende PU-Anwendungen |
| Beschichtetes Mehrzweck-Trennpapier | Hochdichtes Basispapier, Polyethylen-Laminatsilikon | 8–20 Läufe | Mittelklasse-PU-Leder, Möbel und Automobilinnenausstattung |
| Lösungsmittelbeständiges Trennpapier | Verstärkte Basis-Trennschicht aus Silikon in chemischer Qualität | 15–30 Läufe | DMF-Nassverarbeitungs-Mikrofaserleder |
| Hochtemperatur-Trennpapier | Thermostabiles Trennmittel auf Pergamin- oder Spezialbasis | 20–50 Läufe | Hochgeschwindigkeits-Produktionslinien, Ofentemperaturen über 150 °C |
| Abziehpapier mit geprägter Struktur | Beliebige Basis mit mechanisch oder lasergeprägtem Oberflächenmuster | Variiert je nach Konstruktion | Dekorative Oberflächen, Modeleder, Automobilverkleidung |
Eine besondere erwähnenswerte Teilmenge ist Nassfestes Trennpapier , speziell für wasserbasierte (lösungsmittelfreie) PU-Beschichtungssysteme entwickelt, deren Akzeptanz aufgrund der Verschärfung der Umweltvorschriften in China, Europa und Südkorea zunimmt. Diese Papiere behalten ihre Dimensionsstabilität und konsistente Trenneigenschaften, wenn sie wässrigen Beschichtungsdispersionen ausgesetzt werden, eine Anforderung, die standardmäßige PE-laminierte Papiere aufgrund von Kantendelaminierung und feuchtigkeitsbedingter Welligkeit oft nicht erfüllen.
Oberflächenmuster und Texturtreue
Die geprägte Oberfläche eines Trennpapiers ist die direkte Form für die Narbung des Kunstleders. Musterdesign und Gravurqualität sind daher Fertigungsvariablen mit direkten kommerziellen Auswirkungen: Ein Trennpapier mit präzisen, tief geätzten Narbenmustern ermöglicht es Kunstleder, erstklassige Preise zu erzielen, indem es die Ästhetik von Naturleder genau nachahmt.
Zu den gängigen Oberflächenmustern, die in kommerziellen Standardkatalogen verfügbar sind, gehören:
- Uni / Hochglanz: Spiegelglatte Oberfläche, verwendet für Lackleder, glänzendes Handtaschenleder und Modeschuhe.
- Litschi-Korn: Eines der weltweit am häufigsten verwendeten Muster; Erzeugt eine abgerundete, unregelmäßige Maserung, die man bei Freizeittaschen, Kleidungsstücken und Polstermöbeln findet.
- Krokodil-/Alligatorkorn: Tiefes rechteckiges Schuppenmuster; hohe Nachfrage bei Luxushandtaschen- und Gürtelanwendungen.
- Nappa / Feinnarbung: Dezente, weichporige Oberfläche, die Nappa-Lamm- oder Kalbsleder nachahmt; bevorzugt in Autositzen und hochwertigem Bekleidungsleder.
- Matt / Halbmatt: Strukturierte Oberflächen mit geringem Glanz für Sportbekleidung und technische Lederwaren.
- Individuell gravierte Muster: Markenspezifische Logos, Carbonfaser-Texturen, geometrische Muster und proprietäre Oberflächendesigns werden auf Anfrage für OEM-Anwendungen hergestellt.
Mustertiefe und -schärfe nehmen bei aufeinanderfolgenden Durchgängen ab Aus diesem Grund sind Wiederverwendungszyklusbewertungen für musterempfindliche Anwendungen von großer Bedeutung. Ein Trennpapier, das für 20 Läufe auf normalem PU ausgelegt ist, behält möglicherweise nur für 8–10 Läufe eine akzeptable Narbentreue bei, wenn tiefgeprägtes Leder mit Krokodilstruktur hergestellt wird.
Wichtige technische Spezifikationen zur Bewertung
Beschaffungsteams und Produktionsingenieure, die Freigabepapier beschaffen, sollten die folgenden Parameter bewerten, um die Produktspezifikation an die Prozessanforderungen anzupassen:
Basisgewicht und Stärke
Trennpapier für Kunstleder reicht typischerweise von 100 g/m² bis 200 g/m² im Flächengewicht, mit einer Stärke (Dicke) von 0,10–0,22 mm. Schwerere, dickere Papiere bieten eine bessere Dimensionsstabilität auf Hochspannungsbeschichtungsanlagen, sind jedoch weniger flexibel und auf Rolle-zu-Rolle-Geräten mit engen Biegeradien schwieriger zu handhaben.
Konsistenz der Freigabekraft
Die Trennkraft sollte über die gesamte Breite der Rolle (Gleichmäßigkeit in Querrichtung) und über aufeinanderfolgende Durchläufe hinweg (Wiederholbarkeit von Durchgang zu Durchgang) konstant bleiben. Seriöse Lieferanten liefern zertifizierte Trennkraftdaten, die mit Standard-Schältestmethoden gemessen werden (typischerweise 180°-Schälung bei 300 mm/min) und geben die Abbaukurve über die Nennzahl der Wiederverwendungszyklen an.
Hitzebeständigkeitsbewertung
Die meisten Kunstleder-Trocknungsöfen arbeiten zwischen 120 °C und 160 °C. Papiere sollten für eine kontinuierliche Belastung bei der vorgesehenen Ofentemperatur ohne Wellung, Delaminierung oder Silikonmigration getestet und zertifiziert werden. Hochgeschwindigkeitsstrecken mit Temperaturen über 140 °C erfordern Spezialpapiere; Handelsübliche Qualitäten sind ungeeignet und versagen innerhalb weniger Durchläufe.
Art und Migration der Silikonbeschichtung
Die Silikontrennschicht muss vollständig ausgehärtet sein, um eine Migration auf die Lederoberfläche zu verhindern, die zu Haftungsfehlern bei der nachgelagerten Veredelung (Drucken, Prägen, Laminieren) führt. Die Silikonmigration wird durch Oberflächenenergiemessung (Dyne-Level) getestet – eine Oberflächenenergie nach dem Abziehen von weniger als 30 mN/m auf der Lederseite weist auf eine Silikonverunreinigung hin und ist ein Grund für die Ablehnung.
Rollenformat und Kernspezifikationen
Standardrollenbreiten für Kunstlederproduktionslinien reichen von 1.280 mm bis 1.600 mm. Der Kerndurchmesser (3 Zoll oder 6 Zoll) und der maximale Rollendurchmesser müssen anhand der Spezifikationen des Abwickelständers bestätigt werden, um die Kompatibilität mit automatisierten Beschichtungsgeräten sicherzustellen.
Auswahl des Trennpapiers nach Verwendungszweck von Kunstleder
Die Endanwendung ist der praktischste Ausgangspunkt für die Auswahl des Trennpapiers. Die Anforderungen an Autositzleder unterscheiden sich erheblich von denen an Modehandtaschenleder oder Sportschuhleder:
- Automobilinnenleder (Sitze, Türverkleidungen, Lenkräder): Erfordert Nappa- oder feinkörnige Muster, hohe Hitzebeständigkeit und konstante Trennkraft bei großen Produktionsläufen. Standardmäßig sind Mehrzweckpapiere für 20 Zyklen geeignet. Die Prüfung der Silikonmigration ist obligatorisch, da Oberflächenverunreinigungen die Verbindung nachfolgender Schaum- oder Stoffschichten beeinträchtigen.
- Modische Handtaschen und Accessoires: Dabei steht eine hohe Mustertreue im Vordergrund. Individuell geprägte Krokodil-, Python- und Straußenmuster sind üblich. Einweg- oder Low-Cycle-Papiere sind akzeptabel, da die Musterschärfe bei jeder Produktionscharge perfekt bleiben muss.
- Obermaterial für Sportschuhe: Es dominieren matte und halbmatte Oberflächen. Papiere müssen mit wasserbasierten PU-Systemen kompatibel sein, die von großen Schuhmarken im Rahmen ihrer Nachhaltigkeitsbeschaffungsrichtlinien zunehmend gefordert werden.
- Möbel- und Objektpolsterung: Kostenoptimierte Großserienfertigung. Mehrzweckpapiere mit Litschi-Körnung bieten das beste Gleichgewicht zwischen Kosten-pro-Run-Effizienz und akzeptabler Oberflächenqualität für den Polstermöbelmarkt im Wohn- und Gewerbebereich.
- Bekleidungsleder: Ein weicher, geschmeidiger Fall ist unerlässlich und erfordert dünne Basispapiere (100–130 g/m²), die die Bildung des Beschichtungsfilms ohne übermäßige Steifheit ermöglichen. Nappaleder und glatte Muster mit matten Oberflächen sind die Hauptspezifikationen.
Lagerung, Handhabung und Fehlervermeidung
Trennpapier reagiert während der Lagerung und Handhabung empfindlich auf Umgebungsbedingungen. Unsachgemäße Lagerung ist eine der Hauptursachen für Produktionsfehler, die häufig fälschlicherweise auf die Beschichtungsformulierung oder Prozessparameter zurückgeführt werden. Zu den wichtigsten Anforderungen an die Handhabung gehören:
- Temperatur und Luftfeuchtigkeit: Bei einer Temperatur von 18–25 °C und einer relativen Luftfeuchtigkeit von 45–65 % lagern. Übermäßige Luftfeuchtigkeit führt zu Wellenbildung (Welligkeit des Papiers), die zu ungleichmäßigem Beschichtungsgewicht und Oberflächenfaltenfehlern im fertigen Leder führt.
- Horizontale Rollenlagerung: Rollen müssen horizontal auf den Kernenden und niemals auf der zylindrischen Oberfläche gelagert werden, um Abflachungen zu vermeiden, die während der Beschichtung zu regelmäßigen Druckstellenfehlern führen.
- Konditionierung vor Gebrauch: Rollen sollten vor dem Laden in die Beschichtungslinie mindestens 24 Stunden lang in der Produktionsumgebung konditioniert werden, um den Feuchtigkeitsgehalt an die Umgebungsbedingungen anzupassen.
- Kantenschutz: Rollkanten sind die anfälligste Stelle für Feuchtigkeitsaufnahme und mechanische Beschädigung. Die Originalverpackung sollte erst entfernt werden, wenn die Rolle zum Laden bereit ist.
- Wiederverwendungsinspektionsprotokoll: Bei Mehrzweckpapieren sollte jede zurückgewonnene Rolle vor dem erneuten Laden unter Streiflicht auf Oberflächenkratzer, Silikonverlust (sichtbar als matte Flecken in einem glänzenden Muster), Knicklinien und Randablösungen untersucht werden.
Der häufigste Fehler, der durch ein Versagen des Trennpapiers verursacht wird, ist die „Fischaugen“-Lochfraßbildung – kleine kreisförmige Krater auf der Lederoberfläche, die durch punktuelle Silikonverunreinigung oder lokale Schwankungen der Oberflächenenergie auf dem Papier verursacht werden. Dieser Fehler ist im fertigen Produkt irreversibel und führt zur vollständigen Ablehnung der Charge. Eingehende Qualitätskontrollprotokolle sollten eine stichprobenartige Messung der Oberflächenenergie bei jedem neuen Rollenbeleg beinhalten.
Kontaktieren Sie uns jetzt!
Wir bieten unseren Kunden nachhaltige und umweltfreundliche Trennpapierprodukte und -dienstleistungen.


-

-
 INDIEN-HÄNDLER:
INDIEN-HÄNDLER: -
 ITALIEN VERTRIEBSPARTNER:
ITALIEN VERTRIEBSPARTNER: -
 PAKISTANISCHER VERTRIEBSPARTNER:
PAKISTANISCHER VERTRIEBSPARTNER:
Urheberrecht © Anhui Honghuan New Material Technology Co., Ltd. Rights Reserved.
