
TÜRKEI-HÄNDLER:
Feedback abgeben
Wie wählt man das richtige Trennpapier für Kunstlederanwendungen aus?
Freigabepapiere in der Kunstlederherstellung verstehen
Die Herstellung von hochwertigem Kunstleder ist ein anspruchsvoller Prozess, der stark auf die oft übersehene Komponente angewiesen ist: das Trennpapier. Dieses Spezialpapier dient während der Beschichtungs- und Aushärtungsphase als temporärer Träger und Prägewerkzeug. Es verleiht dem Polymerharz, das die Narbenschicht des Kunstleders bildet, die gewünschte Oberflächenstruktur, den gewünschten Glanz und das gewünschte Muster. Sobald sich das Harz verfestigt hat, wird das Trennpapier abgezogen, sodass eine perfekt strukturierte Oberfläche zurückbleibt. Die Auswahl des geeigneten Trennpapiers ist keine triviale Angelegenheit; Es handelt sich um eine entscheidende Entscheidung, die sich direkt auf die Ästhetik, die haptischen Eigenschaften, die Konsistenz und letztendlich den kommerziellen Wert des endgültigen Kunstlederprodukts auswirkt. Eine schlechte Wahl kann zu Fehlern wie unvollständiger Freigabe, Problemen bei der Musterübertragung oder inkonsistenter Textur über Chargen hinweg führen, was zu erheblicher Materialverschwendung und Produktionsausfällen führt. Daher ist die Beherrschung der Auswahlkriterien für jeden, der in dieser Branche an der Spezifikation, dem Einkauf oder dem Produktionsmanagement beteiligt ist, von größter Bedeutung. Dieser Artikel befasst sich mit den wichtigsten technischen und praktischen Überlegungen und hilft Ihnen, die Komplexität zu bewältigen und fundierte Entscheidungen zu treffen, die auf Ihre spezifischen Produktziele und Fertigungsbeschränkungen abgestimmt sind.
Fünf Schlüsselfaktoren für die Auswahl Ihres Kunstleder-Trennpapiers
Bei der Auswahl des idealen Trennpapiers müssen mehrere miteinander verbundene Faktoren abgewogen werden. Durch die Konzentration auf fünf Kernbereiche wird ein strukturierter Rahmen für die Bewertung geschaffen. Jeder Faktor befasst sich mit einem bestimmten Aspekt der Leistung und des Ergebnisses, und es ist wichtig, ihr Zusammenspiel zu verstehen. Beispielsweise bestimmt die gewünschte Ästhetik des Endprodukts die erforderliche Oberflächenbeschaffenheit des Papiers, was wiederum seine Haltbarkeit und Ablöseeigenschaften beeinflussen kann. Ebenso muss die chemische Zusammensetzung Ihrer Beschichtungsformel mit der Trennschicht des Papiers kompatibel sein, um unerwünschte Reaktionen zu verhindern. Durch die systematische Berücksichtigung der Trennpapier-Texturtypen für die Narbung von Kunstleder , die silikonbeschichtetes vs. silikonfreies Trennpapier für PU-Leder , die specific Anforderungen an Trennpapier aus geprägtem Kunstleder , die critical aspect of Hitzebeständigkeit und Haltbarkeit von Transferpapier für die Lederveredelung und die Betriebsvariable von Wie sich das Gewicht des Trennpapiers auf die Produktionsgeschwindigkeit von Kunstleder auswirkt können Sie eine umfassende Spezifikation entwickeln, die das Risiko minimiert und die Ergebnisse optimiert. In den folgenden Abschnitten wird auf jedes dieser zentralen Long-Tail-Keywords näher eingegangen und die für eine effektive Auswahl erforderliche Tiefe des Wissens vermittelt.
1. Analyse der Oberflächenbeschaffenheit: Strukturtypen des Trennpapiers für die Narbung von Kunstleder
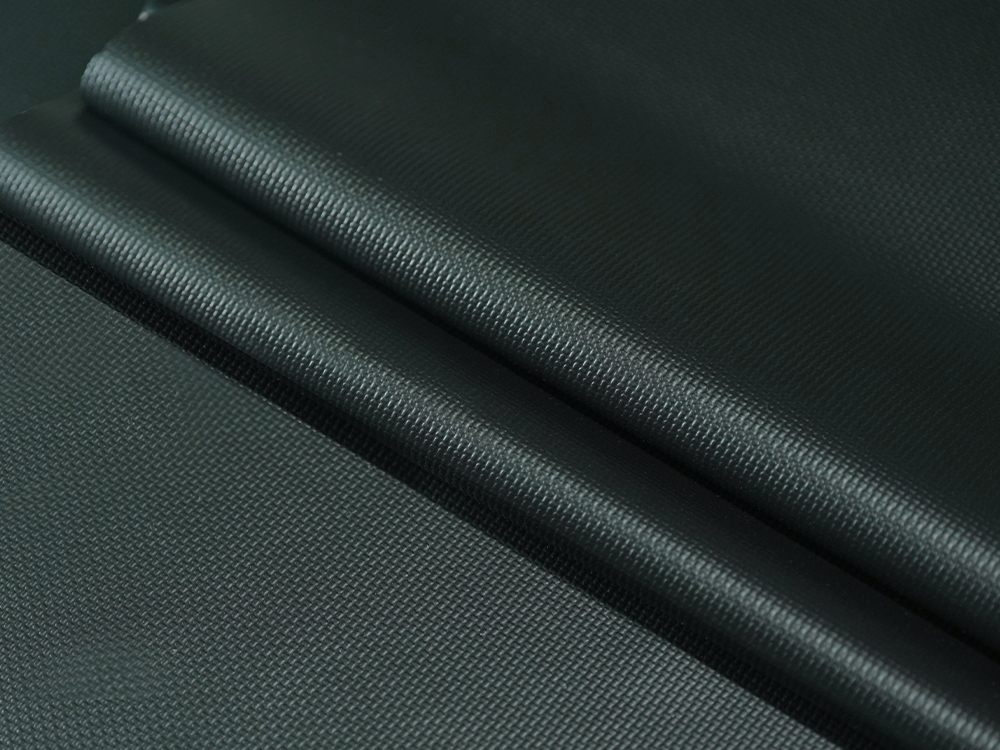
Die Hauptfunktion von Trennpapier besteht darin, seine Oberflächentopographie auf das Kunstleder zu übertragen. Daher ist die Textur der optisch und taktil auffälligste Faktor bei Ihrer Auswahl. Die Auswahl an verfügbaren Texturen ist riesig und reicht von perfekt glatten und glänzenden Oberflächen bis hin zu groben, natürlich aussehenden Maserungen, komplizierten geometrischen Mustern und naturgetreuen Reproduktionen exotischer Tierhäute. Die Wahl definiert grundlegend das Marktsegment des Produkts: Ein glattes, hochglänzendes Papier könnte für futuristische Modeartikel oder Autoinnenräume verwendet werden, die ein elegantes Aussehen erfordern, während eine tiefe, ausgeprägte Narbung traditionelles vollnarbiges Rindsleder für Schuhe und Polster imitiert. Es ist wichtig zu verstehen, dass es sich bei der Textur nicht nur um ein zweidimensionales Muster, sondern um eine dreidimensionale Struktur mit Tiefe, Spitzenschärfe und Talkonfigurationen handelt. Diese mikroskopischen Details wirken sich auf die Lichtreflexion (Glanzgrad), die Fleckenbeständigkeit (glattere Oberflächen lassen sich leichter reinigen) und die wahrgenommene Haptik des Endprodukts aus.
Berücksichtigen Sie bei der Bewertung von Texturen sowohl ästhetische Ziele als auch praktische Auswirkungen auf die Produktion. Eine sehr tiefe und komplexe Körnung erfordert möglicherweise ein höheres Beschichtungsgewicht, um die Hohlräume vollständig zu füllen, was möglicherweise die Materialkosten erhöht. Wenn die Hinterschneidungen stark ausgeprägt sind, kann es auch beim Entformungsprozess zu Problemen kommen. Umgekehrt löst sich eine sehr feine, flache Textur möglicherweise leicht ab, ist jedoch anfälliger für Beschichtungsunregelmäßigkeiten oder Fließspuren. Darüber hinaus ist die Langlebigkeit der Papierstruktur über mehrere Produktionsläufe hinweg ein wichtiger wirtschaftlicher Gesichtspunkt. Eine robuste Textur, die ihre Definition über Dutzende von Zyklen beibehält, ist kostengünstiger als eine, die sich schnell verflacht. Der Auswahlprozess umfasst häufig die Durchsicht physischer Musterbücher von Papierherstellern und die Durchführung von Produktionsversuchen, um zu sehen, wie sich die Textur mit Ihrem spezifischen Harzsystem und Ihren Prozessparametern verhält. Diese praktische Bewertung ist unersetzlich, um sicherzustellen, dass das Endprodukt dem gewünschten ästhetischen Standard entspricht.
Gemeinsame Texturkategorien und ihre Anwendungen
Um die Auswahl zu systematisieren, können Texturen in große Kategorien eingeteilt werden. Jede Kategorie bedient unterschiedliche Marktanwendungen und verleiht dem Kunstleder einzigartige Eigenschaften.
- Glatte/glänzende Oberflächen: Diese Papiere erzeugen eine gleichmäßige, reflektierende Oberfläche. Zu den Varianten gehören spiegelglänzende, halbglänzende und mattglänzende Oberflächen. Sie werden häufig für Armaturenbretter von Kraftfahrzeugen, Modeaccessoires, Abdeckungen elektronischer Geräte und hygienische Oberflächen verwendet, bei denen die Reinigbarkeit von größter Bedeutung ist. Das Fehlen einer Textur kann dazu führen, dass eventuelle Mängel in der Beschichtung unter der Oberfläche sichtbarer werden, was hochwertige Grundstoffe und eine gleichmäßige Auftragung der Beschichtung erfordert.
- Natürliche Ledernarben: Dies ist die umfangreichste Kategorie und umfasst Texturen, die Rindsleder, Ziegenleder, Schweinsleder, Strauß, Krokodil und viele andere nachbilden. Die Qualität der Replikation variiert stark; Premiumpapiere bieten unglaublich authentische, sich nicht wiederholende Muster mit natürlichen Porenstrukturen. Dies sind die Arbeitspferde der Schuh-, Möbel- und Bekleidungsindustrie, wo eine klassische Lederoptik gewünscht ist.
- Geprägte/gemusterte Oberflächen: Dazu gehören geometrische Muster (Leinen, Schachbrett, Raute), künstlerische Designs und individuelle Logos. Diese Papiere werden zur Herstellung gebrandeter oder stilisierter Oberflächen für Modeartikel, Innenarchitekturelemente und Spezialwaren verwendet. Dabei kommt es auf die Präzision und Schärfe der Musterübertragung an.
- Aufgeraute/Wildleder-Oberflächen: Diese Papiere haben eine zarte, gerichtete Textur, die die weiche, samtige Oberfläche von synthetischem Wildleder oder Nubuk erzeugt. Der Prozess beinhaltet häufig ein mechanisches Polieren der beschichteten Oberfläche nach dem Ablösen, aber die anfängliche Körnung des Papiers bildet die Grundlage.
2. Chemie der Trennschicht: silikonbeschichtetes vs. silikonfreies Trennpapier für PU-Leder
Die Fähigkeit, das Trennpapier sauber und gleichmäßig vom gehärteten Kunstleder abzuziehen, wird durch die Chemie der Trennschicht bestimmt. Diese dünne Beschichtung, die auf die strukturierte Papierbasis aufgetragen wird, sorgt für die Antihafteigenschaften. Die Debatte zwischen Silikon- und Nicht-Silikon-Trennsystemen ist für diese Auswahl von zentraler Bedeutung, da jedes einzelne unterschiedliche Vorteile und Einschränkungen bietet, die sich direkt auf die Produktion und Produktqualität auswirken.
Silikonbeschichtete Trennpapiere sind der Industriestandard für die meisten Polyurethan (PU)-Lederanwendungen. Silikon bietet eine außergewöhnliche Kombination aus hoher Freisetzungseffizienz, thermischer Stabilität und chemischer Inertheit. Es entsteht eine Barriere mit sehr geringer Oberflächenenergie, die es ermöglicht, dass sich selbst empfindliche oder stark strukturierte Folien ablösen, ohne zu reißen oder Rückstände zu hinterlassen. Dies gewährleistet eine gleichbleibende Oberflächenqualität über den gesamten Produktionslauf. Die Stabilität von Silikon über einen weiten Temperaturbereich (typischerweise von -40 °C bis über 200 °C) macht es für verschiedene Aushärtungsprozesse geeignet. Darüber hinaus können moderne Silikonchemien so konstruiert werden, dass sie kontrollierte Trennkräfte bieten – von einfacher bis hin zu festerer Trennkraft –, sodass Formulierer den Prozess basierend auf den Klebeeigenschaften ihres PU-Harzes genau abstimmen können.
Andererseits, Silikonfreie Trennpapiere Nutzen Sie alternative Chemikalien wie Fluorpolymere oder spezielle Beschichtungen auf Kohlenwasserstoffbasis. Diese werden manchmal in bestimmten Nischen eingesetzt. Ihr Hauptvorteil ist die Möglichkeit, auf dem abgelösten PU-Film eine chemisch unterschiedliche Oberfläche zu hinterlassen, was für nachfolgende Klebeschritte von Vorteil sein kann. Beispielsweise kann bei einigen mehrschichtigen Laminierungsprozessen oder wenn eine Deckschicht eine außergewöhnliche Haftung erfordert, ein silikonfreies Trennpapier spezifiziert werden, um mögliche Silikonverunreinigungen oder -migrationen zu vermeiden, die zu einer schwachen Grenzschicht führen können. Nicht-Silikon-Systeme haben jedoch häufig ein engeres Verarbeitungsfenster, erfordern möglicherweise eine genauere Kontrolle der Aushärtungsbedingungen und können im Vergleich zu hochwertigen Silikonsystemen im Allgemeinen weniger Wiederverwendungszyklen standhalten. Ihre Auslösekraft könnte auch bei mehreren Verwendungen weniger konstant sein.
Tabelle der Entscheidungsfaktoren: Silikon vs. Nicht-Silikon
In der folgenden Tabelle werden die Hauptmerkmale von Silikon- und Nicht-Silikon-Trennbeschichtungen gegenübergestellt, um den Auswahlprozess zu erleichtern. Es ist wichtig zu beachten, dass die Leistung je nach spezifischer Formulierung und Papierbasis innerhalb jeder Kategorie variieren kann.
Trenneffizienz und -konsistenz: Silikonbeschichtungen bieten eine hervorragende, konstante Trennkraft bei geringer Oberflächenenergie und sorgen so für eine saubere Entformung Zyklus für Zyklus. Beschichtungen, die nicht auf Silikon basieren, bieten möglicherweise eine gute Anfangsfreisetzung, die Konsistenz bei mehreren Anwendungen kann jedoch weniger vorhersehbar sein und sich möglicherweise schneller verschlechtern.
Hitzebeständigkeit und Haltbarkeit: Silikon weist eine hervorragende thermische Stabilität auf, behält seine Leistung über einen breiten Härtungstemperaturbereich bei und ermöglicht mehr Wiederverwendungszyklen (oft 50 bei hochwertigen Papieren). Beschichtungen ohne Silikon haben im Allgemeinen eine niedrigere maximale Dauergebrauchstemperatur und tolerieren weniger Produktionsläufe, bevor die Trennleistung nachlässt.
Chemische Kompatibilität: Silikon ist äußerst inert und mit den meisten PU-, PVC- und anderen Polymersystemen kompatibel und widersteht dem Eindringen von Lösungsmitteln. Einige Nicht-Silikon-Chemikalien sind möglicherweise anfällig für Angriffe durch bestimmte Weichmacher oder Lösungsmittel in der Beschichtungsformulierung, was zu einer Verschlechterung des Papiers führen kann.
Oberflächenenergie des abgelösten Films: Die von einem Silikonpapier abgelöste PU-Oberfläche weist eine sehr niedrige Oberflächenenergie auf, was für die nachfolgende Haftung (z. B. Drucken, Kleben) von Nachteil sein kann, sofern sie nicht speziell behandelt wird. Nicht silikonhaltige Papiere hinterlassen möglicherweise eine Oberfläche mit höherer Eigenenergie, was möglicherweise die Haftung für nachfolgende Verarbeitungsschritte ohne zusätzliche Behandlung verbessert.
Kosten und Wiederverwendbarkeit: Während die Anschaffungskosten für Premium-Silikonpapier hoch sind, führt seine längere Lebensdauer (hohe Anzahl von Wiederverwendungszyklen) oft zu niedrigeren Kosten pro Meter produziertem Leder. Papiere, die nicht aus Silikon bestehen und möglicherweise niedrigere Anschaffungskosten haben, müssen möglicherweise häufiger ausgetauscht werden, was die langfristigen Betriebskosten erhöht.
Vergleich der Release-Layer-Typen
Merkmal: Release-Effizienz und -Konsistenz; Silikonbeschichtet: Hervorragend, sehr gleichmäßig; Silikonfrei: Variabel, kann sich bei Wiederverwendung schneller zersetzen.
Merkmal: Hitzebeständigkeit und Haltbarkeit (Wiederverwendungszyklen); Silikonbeschichtet: Hoch (50 Zyklen üblich); Nicht silikonhaltig: Mäßig bis Niedrig (weniger Zyklen).
Merkmal: Chemische Kompatibilität; Silikonbeschichtet: Breit, sehr inert; Nicht-Silikon: Kann selektiv sein, kann reagieren.
Merkmal: Downstream-Adhäsion der freigegebenen Oberfläche; Silikonbeschichtet: Möglicherweise ist eine Korona-/Plasmabehandlung erforderlich; Nicht silikonhaltig: Möglicherweise besser für einige Klebstoffe.
Merkmal: Betriebskostenperspektive; Silikonbeschichtet: Höhere Anschaffungskosten, niedrigere Kosten pro Zyklus; Ohne Silikon: Möglicherweise niedrigere Anschaffungskosten, höhere Kosten pro Zyklus.
3. Erreichen der Dimension: Anforderungen an Trennpapier in geprägtem Kunstleder
Die Erzeugung tiefgeprägter oder dreidimensionaler Muster auf Kunstleder stellt höchste Anforderungen an das Trennpapier. Im Gegensatz zu flachen Texturen muss eine tiefe Prägung scharfe Spitzen, tiefe Täler und manchmal starke Hinterschneidungen originalgetreu übertragen, ohne Luft einzuschließen, was zu einer Bildung von Netzen (wo das Harz ein Tal überbrückt) oder zu Rissen beim Entformen führt. Der Anforderungen an Trennpapier aus geprägtem Kunstleder gehen über die einfache Texturreplikation hinaus und umfassen die Flexibilität des Papiers, die Zugfestigkeit und die Präzision des Gravurprozesses, der zur Erstellung der Papiertextur verwendet wird. Das Papier muss biegsam genug sein, um sich beim Auftragen perfekt an das Substrat und den Beschichtungskopf anzupassen, aber dennoch stark genug, um der Spannung beim Ziehen durch die Produktionslinie und der mechanischen Belastung beim Ablösen von einem tief strukturierten, ausgehärteten Film standzuhalten. Jede leichte Dehnung oder Verformung des Papiers führt zu einem unscharfen oder verzerrten Muster auf dem Leder.
Entscheidend sind hier das Flächengewicht und die Zusammensetzung des Papiers. Schwerere Papiere (siehe Faktor 5) bieten im Allgemeinen eine bessere Dimensionsstabilität für tiefe Prägungen und widerstehen Dehnungen. Der Träger muss außerdem über eine hervorragende innere Bindung verfügen, um eine Delamination zu verhindern, wenn er den Kräften ausgesetzt wird, die beim Lösen eines tief verankerten Musters entstehen. Darüber hinaus muss die Trennbeschichtung gleichmäßig auf jeden Mikrometer des komplexen Texturprofils aufgetragen werden. Eine unvollständige Beschichtung in einem tiefen Tal kann zu einer Klebestelle führen, die zu einem Defekt oder sogar zum Abreißen des Papiers führen kann. Hersteller von Prägepapieren verwenden oft spezielle Techniken wie elektrostatische Beschichtung, um sicherzustellen, dass das Silikontrennmittel die gesamte konturierte Oberfläche gleichmäßig bedeckt. Bei der Auswahl eines Papiers für Tiefprägearbeiten ist es unbedingt erforderlich, die genaue Kombination von Papier, Harz und Prozessbedingungen zu testen. Ein Probelauf deckt potenzielle Probleme wie Freigabeschwierigkeiten, Probleme mit der Musterfüllung oder eine verkürzte Papierlebensdauer auf und ermöglicht Anpassungen, bevor die Produktion in vollem Umfang beginnt.
Wichtige Papiereigenschaften für die Tiefenprägung
- Dimensionsstabilität: Das Papier muss unter der Spannung in Maschinenrichtung eine minimale Dehnung aufweisen, um Musterverzerrungen zu vermeiden. Dies wird oft durch eine hochwertige, dicht gepackte Kraftpapierbasis und spezielle Herstellungsverfahren erreicht, die die Faserrichtung des Papiers steuern.
- Präzisionsgravur: Der Originalzylinder, mit dem dem Papier eine Textur verliehen wird, muss mit äußerster Präzision gefertigt werden, häufig unter Verwendung fortschrittlicher Laser- oder Diamantgravurtechniken, um scharfe, saubere und gleichmäßige Mustertiefen zu erzeugen.
- Gleichmäßiges Eindringen der Trennbeschichtung: Das Trennmittel (z. B. Silikon) muss die gesamte strukturierte Oberfläche, einschließlich der tiefsten Vertiefungen und spitzen Winkel, vollständig und gleichmäßig benetzen, um eine gleichmäßige Trennkraft über das gesamte Muster sicherzustellen.
- Reißfestigkeit und Biegefestigkeit: Das Papiersubstrat benötigt eine hohe Reißfestigkeit, insbesondere in Querrichtung, um den Schälvorgang ohne Risse zu überstehen, insbesondere wenn das ausgehärtete Harz mechanisch in der Textur verankert ist. Dank der guten Biegefestigkeit hält es wiederholtem Biegen um Rollen stand.
- Profil der kontrollierten Auslösekraft: Bei komplexen Prägungen könnte die Trennchemie so angepasst werden, dass sie eine etwas leichtere Ablösung ermöglicht, um das Entformen komplizierter Muster zu unterstützen, ohne die frisch ausgehärtete Oberfläche des Kunstleders zu beschädigen.
4. Prozessbeständig: Hitzebeständigkeit und Haltbarkeit von Transferpapier für die Lederveredelung
Die Produktionsumgebung für Kunstleder ist physikalisch und chemisch anspruchsvoll. Trennpapiere sind während jedes Zyklus mehreren Stressfaktoren ausgesetzt: hohe Temperaturen in Härtungsöfen, Spannungen durch Bahnhandhabungssysteme, chemische Belastung durch Lösungsmittel oder Weichmacher in der Beschichtung und mechanischer Abrieb durch Führungen und Rollen. Daher ist die Bewertung der Hitzebeständigkeit und Haltbarkeit von Transferpapier für die Lederveredelung ist eine direkte Bewertung seiner Betriebslebensdauer und seines wirtschaftlichen Werts. Die Hitzebeständigkeit ist wohl die kritischste Eigenschaft. Während der Produktion durchläuft das Papier mit der Nassbeschichtung Öfen, in denen die Temperaturen je nach Harzchemie und Liniengeschwindigkeit zwischen 120 °C und über 200 °C liegen können. Wenn das Papier über einen längeren Zeitraum diesen Temperaturen ausgesetzt wird, kann es zu mehreren Abbauwegen kommen: Der Papierträger kann spröde werden und an Zugfestigkeit verlieren, die Trennschicht kann oxidieren oder zerfallen und der Klebstoff, der die Trennschicht mit dem Träger verbindet, kann versagen. Ein Papier mit geringer Hitzebeständigkeit vergilbt, neigt zur Rissbildung und verliert bereits nach wenigen Zyklen seine Trennleistung.
Haltbarkeit umfasst mehr als nur Hitzetoleranz. Dazu gehört die Fähigkeit des Papiers, seine physikalische Integrität – seine Reißfestigkeit, Dimensionsstabilität und Oberflächenstruktur – bei wiederholtem Gebrauch beizubehalten. Bei einem haltbaren Papier zeigt sich auch nach Dutzenden von Produktionsläufen nur ein minimales „Polieren“ oder Abflachen der Strukturspitzen, wodurch sichergestellt wird, dass die 50. Rolle Kunstleder die gleiche Maserung aufweist wie die erste. Es widersteht auch „Geisterbildern“, bei denen ein schwacher Abdruck einer vorherigen Beschichtung auf dem Papier zurückbleibt und sich auf nachfolgende Produkte überträgt. Die Wahl des Rohpapiers (Zellstoffsorte, Füllstoffgehalt, Kalandrierungsverfahren) und die Qualität des Trennbeschichtungssystems sind ausschlaggebend für die Haltbarkeit. Die Investition in hochwertigeres, haltbareres Papier führt oft zu geringeren Kosten pro Meter produziertem Leder, da sich die Papierkosten über viele weitere Zyklen amortisieren. Es reduziert außerdem Produktionsunterbrechungen aufgrund von Papierwechseln, erhöht die Konsistenz und minimiert den Abfall aufgrund von Fehlern, die durch fehlerhaftes Papier verursacht werden.
5. Betriebseffizienz: Wie sich das Gewicht des Trennpapiers auf die Produktionsgeschwindigkeit von Kunstleder auswirkt
Die physikalischen Spezifikationen des Trennpapiers selbst, insbesondere sein Gewicht (typischerweise gemessen in Gramm pro Quadratmeter, g/m²) und seine Dicke, haben einen direkten Einfluss auf die Produktionslogistik und -effizienz. Das Konzept von wie Das Gewicht des Trennpapiers wirkt sich auf Kunstleder aus Produktionsgeschwindigkeit beinhaltet einen Kompromiss zwischen Leistung und Praktikabilität. Schwerere Papiere (z. B. 130 g/m² und mehr) bieten eine überlegene Dimensionsstabilität, die für eine getreue Musterübertragung, insbesondere bei tiefen Maserungen und Prägungen, entscheidend ist. Sie neigen weniger dazu, sich unter Spannung zu dehnen, wodurch Musterverzerrungen verhindert werden. Außerdem weisen sie im Allgemeinen eine bessere Hitzebeständigkeit und Haltbarkeit auf, da die dickere Basis für einen robusteren Untergrund sorgt. Das erhöhte Gewicht und die erhöhte Dicke gehen jedoch mit betrieblichen Überlegungen einher. Schwerere Papiere sind pro Quadratmeter teurer. Sie führen bei gleicher Papierlänge zu größeren und schwereren Rollen, was die Materialhandhabung, Lagerung und das Laden in die Produktionsmaschine erschweren kann. Entscheidend ist, dass die erhöhte Steifigkeit eines schwereren Papiers die maximale Geschwindigkeit der Produktionslinie einschränken kann, da es Einschränkungen hinsichtlich der Geschwindigkeit geben kann, wie schnell es durch komplexe Rollenwege geführt werden kann, ohne dass es zu Spurführungsproblemen oder Bahnrissen kommt.
Leichtere Papiere (z. B. 80–110 g/m²) bieten Vorteile hinsichtlich Flexibilität und Potenzial für höhere Liniengeschwindigkeiten. Sie sind einfacher zu handhaben, produzieren längere Rollenlängen bei gleichem Durchmesser (reduzierte Umrüsthäufigkeit) und können kostengünstiger für Anwendungen sein, bei denen keine extreme Dimensionsstabilität oder tiefe Prägung erforderlich ist, beispielsweise für glatte Oberflächen oder flache Texturen. Sie sind jedoch anfälliger für Dehnungen, was die Musterregistrierung in mehrstufigen Prozessen beeinträchtigen kann, und aufgrund der geringeren inhärenten Haltbarkeit können sie eine kürzere Lebensdauer haben. Das optimale Gewicht wird somit durch die spezifischen Produktanforderungen und die Leistungsfähigkeit der Produktionsmaschinen bestimmt. Eine Hochgeschwindigkeitslinie, die modisches Leder mit feiner Narbung herstellt, läuft möglicherweise optimal mit einem 100 g/m²-Papier, während eine Linie, die auf schweres, stark geprägtes Möbelleder spezialisiert ist, ein 140 g/m² oder schwereres Papier erfordern würde, auch wenn die Geschwindigkeit etwas langsamer ist, um Qualität und Papierintegrität sicherzustellen.
Entwicklung eines systematischen Auswahl- und Testprotokolls
Ausgestattet mit dem Wissen über die fünf Schlüsselfaktoren besteht der letzte Schritt in der Implementierung eines disziplinierten Auswahl- und Testprotokolls. Dies bewegt den Prozess von der Theorie zur zuverlässigen Praxis. Beginnen Sie damit, die nicht verhandelbaren Anforderungen an Ihr endgültiges Kunstlederprodukt zu definieren: Zielmarkt, Ästhetik (Textur, Glanz), physikalische Eigenschaften und Preis. Verwenden Sie diese, um eine vorläufige Papierspezifikation zu erstellen, die sich auf Texturtyp, Trennchemie und Gewicht konzentriert. Nehmen Sie frühzeitig Kontakt zu potenziellen Papierlieferanten auf und teilen Sie ihnen Ihre Harzspezifikationen und Prozessparameter (Beschichtungsmethode, Härtungstemperaturprofil, Linienspannung) mit. Fordern Sie Musterrollen der empfohlenen Papiere für umfassende Tests an. Verlassen Sie sich nicht nur auf kleine Muster; Um die Leistung unter realen Bedingungen zu bewerten, ist ein Versuch im Produktionsmaßstab unerlässlich.
Bei dem Versuch sollten alle kritischen Parameter bewertet werden: Leichtigkeit der Ablösung und Zustand der Rückseite des Papiers nach der Ablösung, Genauigkeit der Texturübertragung über die gesamte Bahnbreite, Konsistenz des Glanzgrades, etwaige Anzeichen von Anhaftung der Beschichtung am Papier (schlechte Ablösung) und das Verhalten des Papiers auf der Linie (Spannung, Spannungsstabilität). Führen Sie vor allem mehrere Durchgänge mit derselben Papierprobe durch, um deren Haltbarkeit zu beurteilen. Wie ändern sich die Textur und die Trennleistung im 5., 10. oder 20. Zyklus? Dokumentieren Sie alles sorgfältig. Basierend auf den Testergebnissen können Sie Ihre Spezifikation verfeinern. Das Ziel besteht darin, das Papier zu identifizieren, das die erforderliche Produktqualität mit den geringsten Betriebsproblemen und den besten Gesamtbetriebskosten liefert und dabei die anfänglichen Papierkosten mit der Lebensdauer und Ihrer Produktionseffizienz in Einklang bringt. Denken Sie daran, dass das Trennpapier ein Produktionswerkzeug ist. Seine Auswahl sollte auf Daten und einem klaren Verständnis seiner Rolle bei der Wertschöpfung Ihres endgültigen Kunstlederprodukts basieren.
Kontaktieren Sie uns jetzt!
Wir bieten unseren Kunden nachhaltige und umweltfreundliche Trennpapierprodukte und -dienstleistungen.


-

-
 INDIEN-HÄNDLER:
INDIEN-HÄNDLER: -
 ITALIEN VERTRIEBSPARTNER:
ITALIEN VERTRIEBSPARTNER: -
 PAKISTANISCHER VERTRIEBSPARTNER:
PAKISTANISCHER VERTRIEBSPARTNER:
Urheberrecht © Anhui Honghuan New Material Technology Co., Ltd. Rights Reserved.
